400-9008-180
181-0027-2061
公司名称:深圳中翔检测服务有限公司www.zhongxiangjc.com
角接焊接工艺评定(WPQ):为验证所拟定的焊件焊接工艺的正确性而进行的试验过程及结果评价。是指为使焊接接头的力学性能、弯曲性能或堆焊层的化学成分符合规定,对预焊接工艺规程进行验证性试验和结果评价的过程。也是保证焊接结构制造质量的重要前提。
预焊接工艺规程(pWPS):为进行焊接工艺评定所拟定的焊接工艺文件。
焊接工艺评定报告(PQR):记载验证性试验及其检验结果,对拟定的预焊接工艺规程(pWPS)进行评价的报告。
焊接工艺规程(WPS):根据合格的焊接工艺评定报告编制的,用于产品施焊的焊接工艺文件。
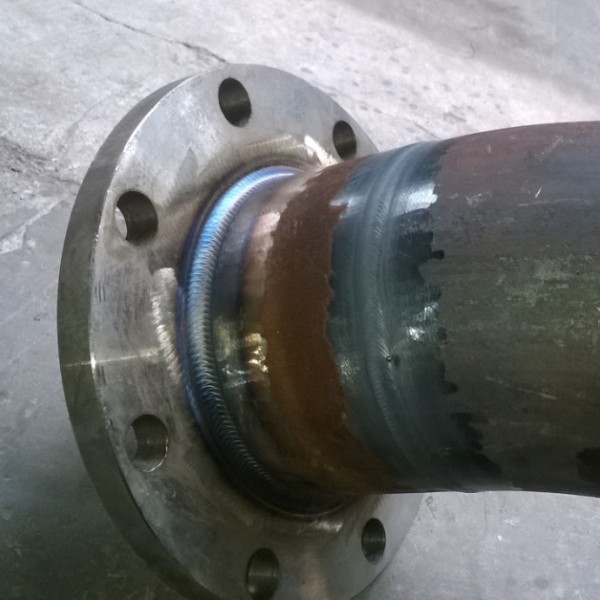
按照焊接接头类型分为:对接接头,角接接头(图),T形接头,十字接头,搭接接头和卷边接头。

角接接头焊接典型图片:


角接焊接工艺评定适用相关标准:
1.能源局推荐标准:
NB/T47014-2011 《承压设备用焊接工艺评定》
2.中国标准:
GB50236-98 《现场设备,工业管道焊接工程施工及压力管道工艺评定》
GB50661-2001 《钢结构焊接规范》(注:公路桥梁工艺评定可参照执行)
3.中石油行业标准:
SY∕T0452-2002石油天然气金属管道焊接工艺评定
SY∕T4103-2006《钢质管道焊接及验收》
4.中国机械行业标准
JB4708-2000《钢制压力容器焊接工艺评定》
5.欧洲标准
EN 288 或ISO 15607 - ISO 15614系列标准
ISO15614-1钢的电弧焊和气焊∕镍和镍合金的电弧焊
ISO15614-2铝和铝合金的电弧焊
ISO15614-3铸铁电弧
ISO15614-4铸铝的修补焊
ISO15614-5钛和钛合金的电弧焊∕锆和锆合金的电弧焊
ISO15614-6铜和铜合金的电弧焊
ISO15614-7堆焊
ISO15614-8管接头和管板接头的焊接
6.美国标准
1.AWS
D1.1∕D1.1M:2005 D1.1/D1.1M:2005 钢结构焊接规程《蒸汽锅炉安全技术监察规程(1996)》注:起重行业工艺评定借用此标准
D1.2∕D1.2M:2003 铝结构焊接规程
D1.3-98 薄板钢结构焊接规程
D1.5∕D1.5M:2002 桥梁焊接
D1.6:1999 不锈钢焊接
D14.3∕D14.3M:2005 起重机械焊接规程
7. 澳大利亚标准
AS 1544.1澳洲金属材料冲击试验标准
8.其他的标准
ASME-Ⅸ锅炉及压力容器焊接评定标准
角接焊接工艺评定试验PQR试验项目:
1.外观检查;对接焊缝评定的焊缝及热影响区表面无裂纹、未融合、夹渣、弧坑、气孔,焊缝咬边深度不应超过0.5mm等等。
2.无损探伤:表面缺陷:磁粉MT、渗透PT
全焊透T型接焊缝:射线RT、超声UT
3.硬度测试:硬度试样应按有关标准进行。为了测量和记录焊接接头的硬度分布,压痕应打在焊缝、热影响区和母材上。厚度小于5mm的材料,应在表面2mm处打一排压痕。厚度超过5mm的材料,应在焊接接头的上下表面2mm处各打一排压痕。双面焊缝、角焊缝和T型接头对接焊缝。可在根部区域增加一排压痕。每排压痕应至少包裹三个下列区域的硬度测试点:1.焊缝;2.热影响区;3.母材;
参考标准:ISO 9015-1:2001
4.宏观测试:金属材料焊接成型的过程中,焊接接头的各区域经受了不同的热循环过程, 因而所获得的组织也有很大的差异,从而导致机械性能的变化。对焊接接头进行金相分析,是对接头性能进行分析和鉴定的一个重要手段,它在科研和生产中已得到了广泛的应用。焊接接头的金相分析包括宏观和显微分析两方面。
参考标准:GB/T 226-2015、ISO 17639:2003
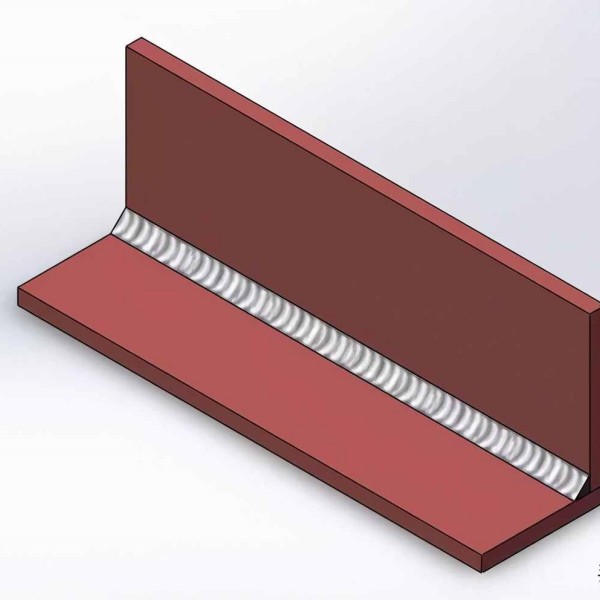
图片所示:按EN 1321 规定制备并在一侧腐蚀,以清晰地显示出熔合线、热影响区和各层焊道。

测试式样焊缝与母材衔接位置不应出现裂纹及未焊透。并且对焊缝内部的气孔,夹杂和其他形状缺陷有明确要求。


5.角焊缝破断测试:角焊缝是一种常见的焊接结构,在许多工程领域中使用广泛。为了确保角焊缝的抗拉强度和断裂韧性,通过折断试验,可以确定焊缝的强度和可靠性,为工程设计和生产提供重要参考。
6.硬度测试:硬度试样应按有关标准进行。为了测量和记录焊接接头的硬度分布,压痕应打在焊缝、热影响区和母材上。厚度小于5mm的材料,应在表面2mm处打一排压痕。厚度超过5mm的材料,应在焊接接头的上下表面2mm处各打一排压痕。双面焊缝、角焊缝和T型接头对接焊缝。可在根部区域增加一排压痕。每排压痕应至少包裹三个下列区域的硬度测试点:1.焊缝;2.热影响区;3.母材;
参考标准:ISO 9015-1:2001

7.表面裂纹检测:
表面裂纹的定义:缝中原子结合遭到破坏,形成新的界面而产生的缝隙称为裂纹。
裂纹的分类:根据裂纹尺寸大小,分为三类:(1)宏观裂纹:肉眼可见的裂纹。(2)微观裂纹:在显微镜下才能发现。(3)超显微裂纹:在高倍数显微镜下才能发现,一般指晶间裂纹和晶内裂纹。
表面裂纹检测方法:1.渗透法;2.磁粉法
8.腐蚀试验:晶间腐蚀、应力腐蚀、点腐蚀、硫化氢抗氢致开裂HIC试验、硫化氢应力腐蚀SSC试验等
9.扩散氢测定:熔敷金属扩散氢测定
10.疲劳试验:焊缝CTOD试验评价
深圳中翔检测技术有限公司作为欧盟公告机构TUV南德的见证实验室,可为客户提供全方位的指导,包括资料整理,流程辅导,原材料理化试验等工作,助力客户尽快取得相关证书。
公司介绍:
深圳中翔检测技术有限公司,实验室位于特区深圳,专注于为客户提供金属材料制品,塑料橡胶制品,仓储货架,汽车零部件,轨道交通部件,紧固件,油漆涂料,电子元器件等产品的检验,鉴定,认证及研发等专业技术服务,服务对象涉及基础工业,港口机械,物流仓储,新能源,汽车,电力设施,航空航天及教育科研等领域。中翔检测多年来扎根于珠三角,服务于全国,依托专业的实验室技术人员,先进的检测方法,协助客户解决研发,生产,验收,贸易等多个环节的技术问题。中翔检测作为一家独立,专业,严谨,诚信的第三方检测机构,秉承着为客户提供优质服务的企业理念,是您值得信赖的合作伙伴。

CMA资质认定证书
编号:202319127220

CNAS实验室认可证书
编号:CNASL14545

超声UT二级证书
编号:43002050263UT

目视VT二级证书
编号:0123/30/23/VT

渗透PT二级证书
编号:0294/30/18/PT
不止好服务 · 更有全面的解决方案为您创造高价值